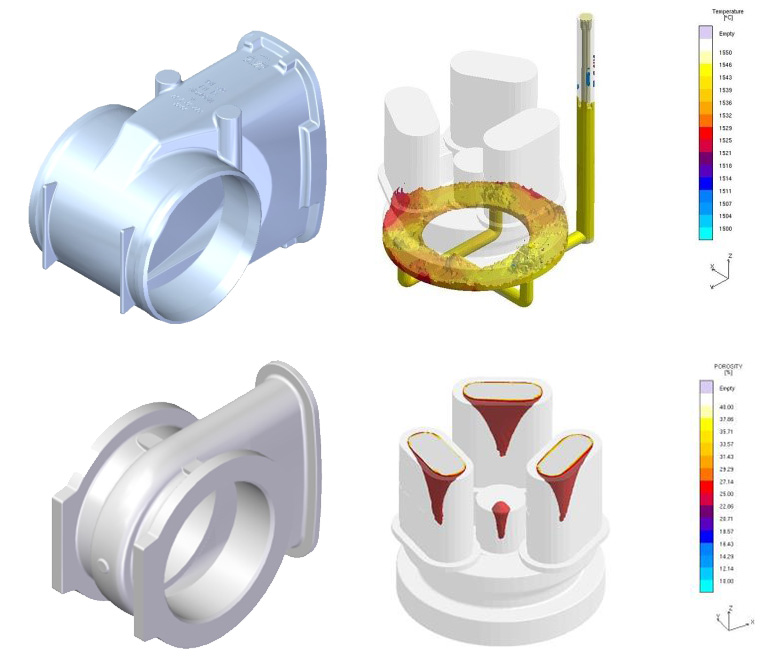
Po otrzymaniu dokumentacji technicznej przystępujemy do opracowania i optymalizacji technologii wykonania z wykorzystaniem programów Solid Edge oraz Magmasoft do symulacji zalewania i krzepnięcia odlewów.
1
Po otrzymaniu dokumentacji technicznej przystępujemy do opracowania i optymalizacji technologii wykonania z wykorzystaniem programów Solid Edge oraz Magmasoft do symulacji zalewania i krzepnięcia odlewów.
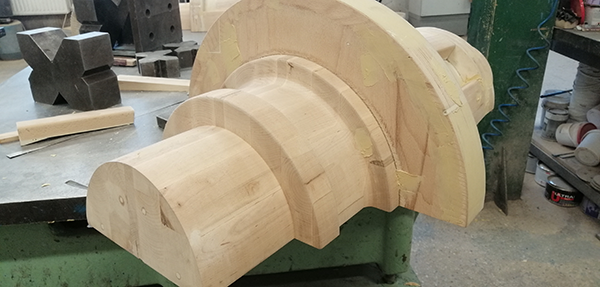
Na podstawie opracowanej technologii wykonywane jest oprzyrządowanie modelowe, najczęściej drewniane. Modele mogą być również wykonane z żywic lub styropianu, w zależności od wymaganej żywotności tego oprzyrządowania.
2
Na podstawie opracowanej technologii wykonywane jest oprzyrządowanie modelowe, najczęściej drewniane. Modele mogą być również wykonane z żywic lub styropianu, w zależności od wymaganej żywotności tego oprzyrządowania.
Model zostaje zaformowany w formach piaskowych. Do produkcji odlewów stosujemy wysokiej klasy materiały wsadowe oraz formierskie dostarczane przez sprawdzonych dostawców.
Formowanie odbywa się na stanowiskach formowania maszynowego, wyposażonego w formierki FKT-65 o wymiarach skrzyń 500x630/200+250, FKT-108 o wymiarach skrzyń 600x800/250+300 oraz Retopress 40A o wymiarach skrzyń 1000x800/320+400. Formowanie odbywa się również na stanowiskach formowania ręcznego z zastosowaniem mieszarko-nasypywarki w skrzyniach formierskich o wymiarach (dł. x szer. / wys.): 1250x1000 / 250,360, 400, 500; 1600x1200 / 500, 600, 700; 1700x1700 / 500, 700; 1800x1200 / 300, 500; 2000x2000 / 500, 800; 2400x2400 / 450.
3
Model zostaje zaformowany w formach piaskowych. Do produkcji odlewów stosujemy wysokiej klasy materiały wsadowe oraz formierskie dostarczane przez sprawdzonych dostawców.
Formowanie odbywa się na stanowiskach formowania maszynowego, wyposażonego w formierki FKT-65 o wymiarach skrzyń 500x630/200+250, FKT-108 o wymiarach skrzyń 600x800/250+300 oraz Retopress 40A o wymiarach skrzyń 1000x800/320+400. Formowanie odbywa się również na stanowiskach formowania ręcznego z zastosowaniem mieszarko-nasypywarki w skrzyniach formierskich o wymiarach (dł. x szer. / wys.): 1250x1000 / 250,360, 400, 500; 1600x1200 / 500, 600, 700; 1700x1700 / 500, 700; 1800x1200 / 300, 500; 2000x2000 / 500, 800; 2400x2400 / 450.
Proces zalewania form rozpoczyna spust wytopionego metalu do kadzi.
4
Proces zalewania form rozpoczyna spust wytopionego metalu do kadzi.
Następnie rozpoczyna się proces zalewania wcześniej przygotowanych form.
5
Następnie rozpoczyna się proces zalewania wcześniej przygotowanych form.
Po wystygnięciu form odlewy są wybijane na kracie wstrząsowej.
6
Po wystygnięciu form odlewy są wybijane na kracie wstrząsowej.
Po wstępnym oczyszczeniu odlewów następuje upalanie nadlewów i układu wlewowego.
7
Po wstępnym oczyszczeniu odlewów następuje upalanie nadlewów i układu wlewowego.
Po przekazaniu odlewów na Wydział Obróbki Mechanicznej następuje proces wykańczania odlewów, składający się m.in. z obróbki cieplnej, ewentualne napraw spawalniczych, szlifowania, śrutowania, czy obróbki mechanicznej.
8
Po przekazaniu odlewów na Wydział Obróbki Mechanicznej następuje proces wykańczania odlewów, składający się m.in. z obróbki cieplnej, ewentualne napraw spawalniczych, szlifowania, śrutowania, czy obróbki mechanicznej.
Gotowe odlewy przekazywane są do Magazynu Wyrobów Gotowych, gdzie są odpowiednio zabezpieczane i przygotowywane do wysyłki.
Gotowe odlewy przekazywane są do Magazynu Wyrobów Gotowych, gdzie są odpowiednio zabezpieczane i przygotowywane do wysyłki.
Ta strona używa ciasteczek (cookies), dzięki którym nasz serwis może działać lepiej. Dowiedz się więcejRozumiem
Polityka Cookies
Privacy Overview
This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. This category only includes cookies that ensures basic functionalities and security features of the website. These cookies do not store any personal information.
Any cookies that may not be particularly necessary for the website to function and is used specifically to collect user personal data via analytics, ads, other embedded contents are termed as non-necessary cookies. It is mandatory to procure user consent prior to running these cookies on your website.